Während viele andere Anbieter mit QCW (Quasi-Constant-Wave) arbeiten – also mit gepulsten Laserquellen und einer 1 Kreiskühlung
– setzt TRM konsequent auf eine echte CW-Laserquelle mit 3 Kreis-Kompressorkühlung (100 % Dauerleistung).
Das bedeutet:
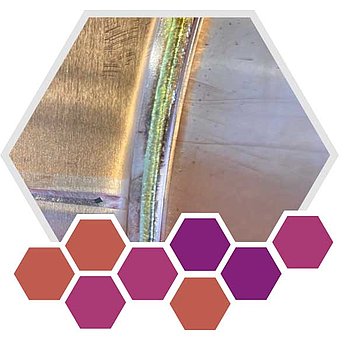
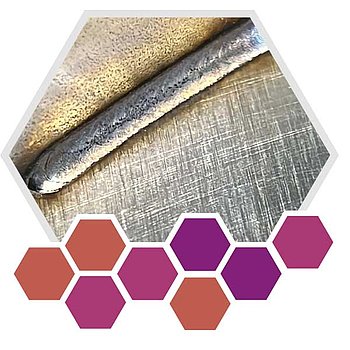
Ein einmaliger Keyhole-Einstich und anschließend eine durchgehend konstante Leistung über den gesamten Schweißprozess.
Im Gegensatz dazu arbeiten QCW-Systeme mit wiederholtem Einstechen und Schweißen (gepulst).
Die Vorteile der echten CW-Technologie von TRM:
• Konstante Energieeinbringung
• Stabiler Schmelzpool
• Dichte und saubere Schweißnähte
• Deutlich geringerer Verzug
Unsere Anlagen entsprechen höchsten industriellen Anforderungen und sind konsequent für den anspruchsvollen Dauereinsatz ausgelegt.
Sie erfüllen sämtliche relevanten Qualitäts-, Prozess- und Sicherheitsstandards und gewährleisten eine dauerhaft stabile sowie reproduzierbare Fertigungsqualität.
Schweißverfahrens-Prüfungsnachweis
Sie ist der Nachweis, dass ein bestimmtes Schweißverfahren unter definierten Bedingungen reproduzierbar die geforderte Qualität erreicht.
Beim Laserschweißen ist sie besonders wichtig wegen:
• Hoher Energiedichte
• Kleiner Prozessfenster
• Stark automatisierter Anlagen
• Hohen Anforderungen (z. B. Automotive)
DIN EN ISO 15614-11 „Spezifikation und Qualifizierung von Schweißverfahren für metallische Werkstoffe – Teil 11: Elektronen- und Laserstrahlschweißen
Diese Norm definiert:
• Prüfstück-Geometrie
• Prüfanforderungen
• Gültigkeitsbereiche
• Abnahmekriterien
1. Zerstörungsfreie Prüfungen (ZfP)
• Sichtprüfung
• Röntgenprüfung
• Ultraschallprüfung
2. Zerstörende Prüfungen
• Makroschliff (Einbrandtiefe, Naht)
• Härteprüfung
• Zugversuch
• Biegeprüfung


Ablauf der WPQR beim Laserschweißen
Die Probeschweißung: Ein Prüfstück wird unter exakt dokumentierten Parametern geschweißt, z. B.:
• Laserleistung
• Fokuslage / Fokusdurchmesser
• Vorschubgeschwindigkeit
• Schutzgasart und -fluss
• Werkstoff
• Blechdicke
Alle Parameter müssen reproduzierbar sein.